Process safety management also covers important topics besides Process Safety Information and Process Hazard Analysis.
RAGAGEP¶
Following significant industrial accidents, government regulations were put in place to create a safer work environment. OSHA or the Occupational Safety and Health Administration was established in the early 70’s. They and others collected and set Recognized and Generally Accepted Good Engineering Practices (RAGAEP). Some of the substantial practices have been codified into law. These practices are the minimum standards that must be followed to ensure a safe work environment. Some of which are given below:
Regulations:
OSHA 29 CFR 1910.119 Process Safety Management (PSM)
EPA 40 CFR 68 Risk Management Programs (RMP)
DHS 6 CFR 27 Chemical Facility Anti-Terrorism Standards (CFATS)
PHMSA/ DOT Shipment of Hazardous Chemicals 49 CFR Parts 100-185
Codes
NFPA 70: National Electrical Code
ASME Boiler and Pressure Vessel Code
Standards
NFPA 45, 68, 69
Many others
OSHA 29 CFR PSM Elements¶
Required for those meeting the Threshold Quantities
Employee Participation
Process Safety Information
Process Hazards Analysis
Operating Procedures
Training
Contractors
Pre-Startup Safety Review
Mechanical Integrity
Hot Work Permits
Management of Change
Incident Investigation
Emergency Planning and Response
Audits
Trade Secrets
14 Points of PSM: OSHA 1910.119¶
Employee Participation
Employees participate with process hazards analysis (PHAs) for example
Process Safety Information
Understanding the hazards of the process
process chemistry
phase diagram
inventory or processing amounts
safe upper and lower limits for temperature, pressure, etc.
consequences of deviation, etc.
Process Hazards Analysis
FMEA Failure Modes and Effects Analysis
HAZOP Hazards and Operability Study
FTA Fault Tree Analysis
Others: LOPA, What-If, Checklist, etc.
Hazards addressed
Previous incidents and near misses evaluated and included
Engineering and administrative controls (safeguards)
Consequences of failure
Facility siting (location of the facility relative to other facilities and the public)
Qualitative and quantitative evaluations
Team effort
System to address findings and recommendations
Revalidation (every 5 years)
Documentation
Operating Procedures
startup, shutdown, normal operations, emergency operations, etc.
operating limits
safety and health considerations
safety systems
Accessible and reviewed regularly
Lock and Tag Out procedures
Confined Space Entry procedures
Training
Initial and refresher training
Documentation
Contractors
Prequalification (safety record, training, etc.)
Informed on PHA and operating procedures by the owner
Injury and illness records
Documentation
Pre-Startup Safety Review
Required with new processes or significant modification
RAGAGEP (Recognized and Generally Accepted Good Engineering Practices)
Procedures required to be in place (operating, maintenance, emergency, etc)
PHA completed
Training completed
Documentation
Mechanical Integrity
covers pressure vessels, tanks, prvs, piping, emergency systems, controls, pumps, etc.
written procedures required
training for maintenance personnel
Regular inspection with testing
Documentation
Hot Work Permits
Required for welding, cutting, brazing, etc. on covered processes
Fire prevention and protection measures
Inspection of area
Fire watch
Documentation
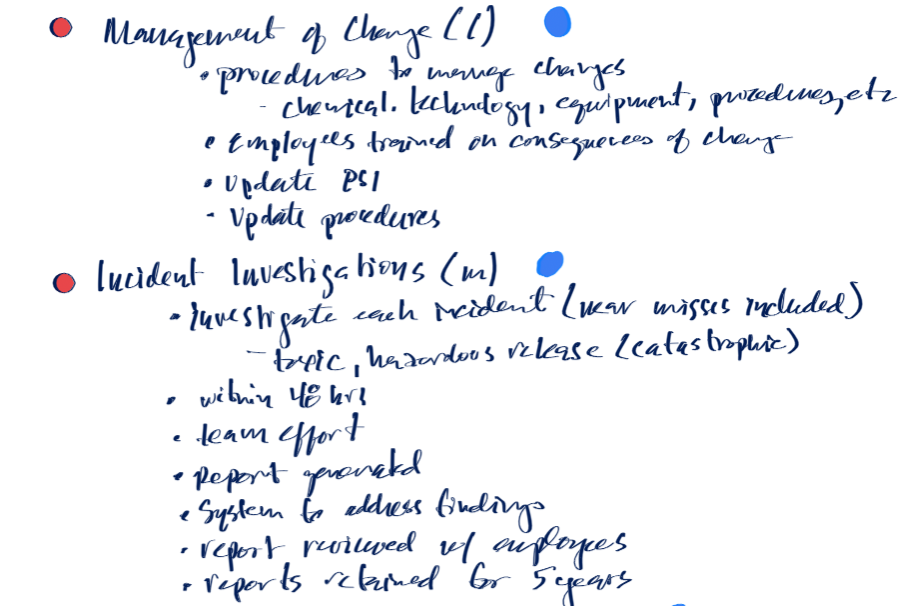
Management of Change
Required for changes in process chemicals, technology, equipment, procedures, etc.
Procedures to manage changes and their consequences
Training required on consequences of changes
Documentation
Incident Investigation
Required for incidents that resulted in, or could have resulted in, a catastrophic release
Team effort started within 48 hours
Report generated
System required to address findings
Report reviewed with employees
Report retained for 5 years
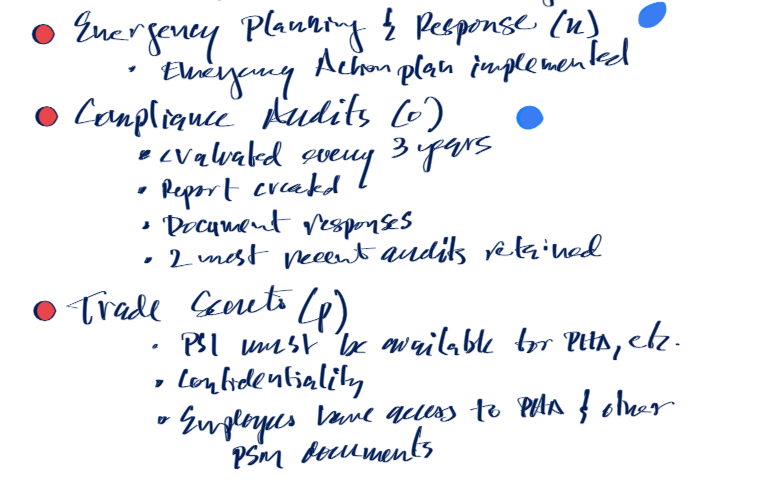
Emergency Planning and Response
Emergency action plan documented and implemented including evacuation, alarms, training, drills, etc.
Compliance Audits
Required every 3 years
Team effort
Report generated
System required to address findings
2 most recent reports retained
Trade Secrets
PSI (Process Safety Information) must be available to employees and contractors
Confidential information can be protected
Employees have access to PSI, the PHA, and other PSM documentation
Example Cases¶
Pressure drop¶
Pressure drop in a hydrogenation reactor from clogged support plate after change in charcoal blend.
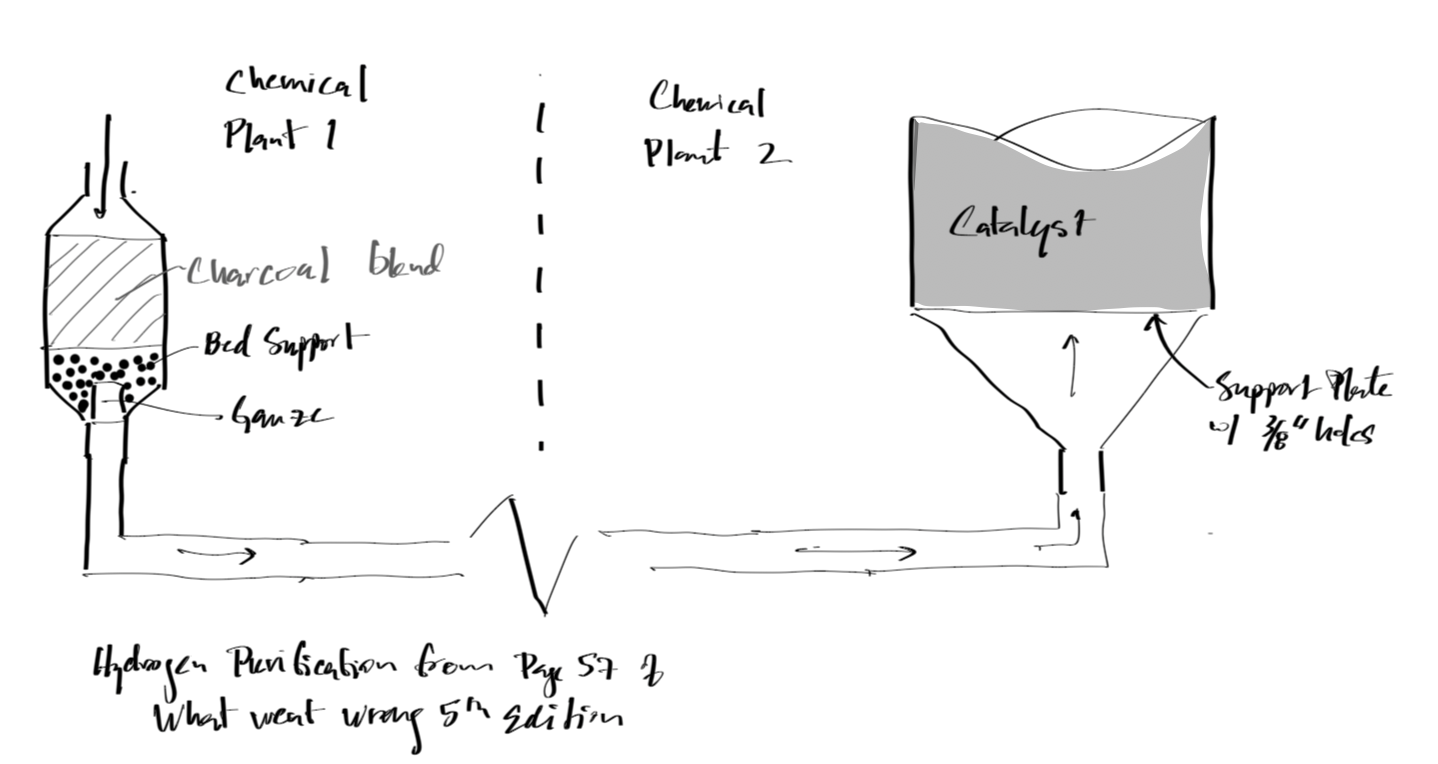
Figure 7:Image of the process where a hydrogenation reactor from a clogged support plate resulted after change in the charcoal blend.
Process change¶
Nitration occurs with OH groups replaced by NO2 groups. A nitration reaction was carried out at low temperature and then heated to 90C for 30min and then cooled. Instead of active cooling, the reactor was left to cool down on its own and it exploded throwing pieces 75m away (see reference 7 in Section 2.6 in What Went Wrong, 5th Edition). (Autoignition can be at lower temperature with longer exposure times.)
Gasoline flammability¶
A man who wanted some gasoline for cleaning decided to siphon it out of the tank of a company vehicle. He inserted a length of rubber tubing into the gasoline tank. Then, to fill the tubing and start the siphon, he held the hose against the suction nozzle of an industrial vacuum cleaner. The gasoline caught fire and two vehicles were destroyed and eleven damaged. (Quoted from What Went Wrong, 5th Edition, Section 3.3.3(a))
Ethylene Oxide¶
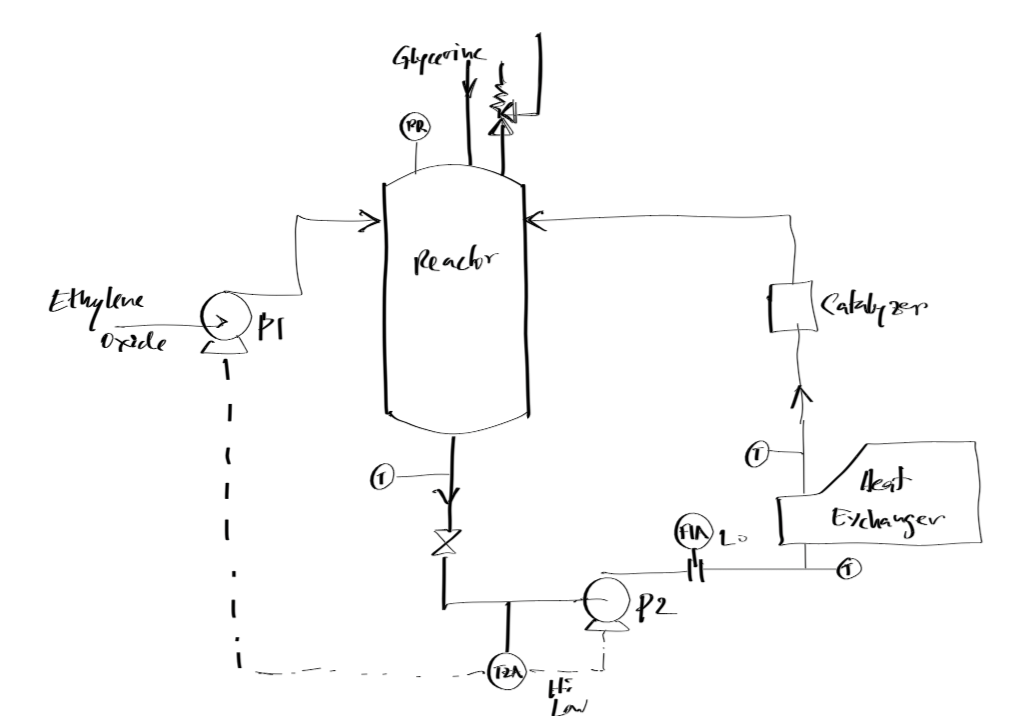
Figure 8:Process flow drawing of an ethylene oxide reactor system.
Figure 9:Image of polyethylene glycol, ethylene oxide and glycerine molecules.
The above system with the ethylene oxide pump was setup such that the Pump1 could only operate (engineering controls) when:
the circulation pump (pump2) was running
the temperature was above 115C, as otherwise the ethylene oxide would not react
the temperature was below 125C, otherwise the reaction was too fast
Accident scenario:
The operator thought he had the valve at the bottom of the reactor open but didn’t and running the pump with a dead suction led to the temperature rising, satisfying the conditions for the ethylene oxide to be introduced (pump was running and temperature was between 115 and 125C). He saw the pressure rise (no reaction occurring as ethylene oxide is a gas) so he allowed more heat to the heat exchanger. He then realized that the valve was closed and opened it. An explosion resulted as the reaction occurred very quickly and released a lot of heat.
This scenario taken from What Went Wrong, 5th Edition, Section 3.2.8.
Hot Work¶
Many accidents have occurred from maintenance or other activities with welding, cutting, etc that have ignited flammable materials.
- Guymon, C. (2025). Foundations of Spiritual and Physical Safety: with Chemical Processes.